This course introduces the principle of the automatic flat-bed die-cutting machine in the production process, so that the relevant operators of the printing line and the die-cutting machine have a certain understanding of the production and adjustment of the flat-bed die-cutting machine to achieve the carton production. The requirements of high efficiency, fast speed and high quality further reduce the production cost of enterprises. Next, we will share the defects and adjustments of the die-cutting process. Understanding this knowledge is essential for practitioners in the carton industry.
1. The reason and countermeasures of the broken line
The first major problem in the adjustment of the die-cutting process is the damage of the crimping line. There are 6 main aspects:
â‘ Paper scraps fall on the rolled plate.
Solution: clean up.
â‘¡Paper error.
Solution: If the paper quality is better, the pressure line should be lower; if the paper quality is poor, the pressure line should be higher.
â‘¢Lengxiang factor.
Solution: Because of the different horizontal and vertical pressures, the pressure is also different. In the place where the force is large, stick cork or sponge to cushion its pressure.
â‘£ The knife is blunt, and the pressure line breaks due to repressurization.
Solution: Change a new knife or adjust the pressure gap in the middle.
⑤ The paper has too little moisture.
Solution: Wipe the crimping area with water to increase moisture.
â‘¥K line (crimping line) knife is too high.
Solution: Replace the lower K-line (crimping) knife.
2. How to avoid cracking of paper edge and trimming?


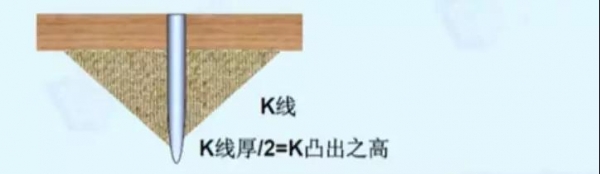
Figure 1: Schematic diagram of paper edge cracking
After the knife cuts, the cardboard has cracks on both sides. What is the reason? Because the cardboard has a tensile force before it is cut, and when the tensile force is broken, the cardboard is broken. Too little moisture in the base paper and too close to the k-line will damage the quality and thickness of the cardboard. So, how to avoid it?
The first method is to crush the cardboard at the edge of the knife. On the top of the knife, cover all with cork strips, so that the cork strips will flatten the cardboard slightly. At this time, the tension of the cardboard (because of the elasticity of the cork strips) will be buffered and the cardboard will not break easily.
The second method is that the knife line exposes the cork bar, but the cork bar is 1.4 mm higher than the knife, and the cork line is 0.4 to 1.4 mm lower than the K line, so that the line is not easy to break.
3. The paper edge corrugated after the carton is rolled will be crushed, and the appropriate position and material selection of foam attachment

Figure 2: Notes on sticking sponge strips
The paper edge corrugated after the carton is rolled is easy to collapse, and it needs to be affixed with different hardness sponge strips according to different parts.
Generally speaking, a sponge strip with a relatively high hardness should be affixed in the circumferential knife, so that the waste pieces are easily ejected. For example, the hardness is 30 ° -40 °, and a sponge strip with a relatively low hardness can be affixed to the edge, for example, the hardness is 17 ° ~ 25 °.
4. How to keep the long-sized blades embedded in the wood-type knife installation and pressure line installation to achieve flatness?
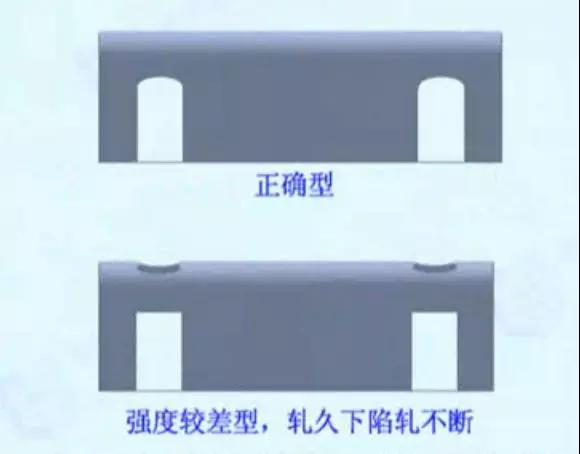

Figure 3: Precautions for knife installation
There are two schematic diagrams of loading knives (as shown in Figure 3). The upper part is correct and the lower part is incorrect. We will find that there is no curvature in the arched part of the knife below, it is easy to cause stress in this part, so that the strength of the knife will be very poor. In the process of rolling, the stress part goes down, rolling continuously, it will crack. Therefore, when making a knife, pay attention to the curvature of the knife.
When a knife with a radius is rolled into the board, the height is between 0.5 and 1.0 mm, which actually has a breathable effect. You can imagine that when the die-cutting knife is pressed down, if there is no air reserved between the cardboard and the knife, then due to the pressure of the air, the knife cannot be pressed anyway. Therefore, only when there is a vent hole between the die cutter and the board, the air can be discharged, and the cardboard can be rolled smoothly. Of course, what is more important is that when installing the template, we must install it straight.
5. For the rolling or production of the new die on the hydraulic flat rolling mill, how to reduce the chance of tape repair after the backing plate?
How to calculate the pressure during the first rolling? The calculation formula of the standard rolling is the circumference of the pressing knife (per meter) × 4 tons + 30 tons. For example, the actual blade circumference of die cutting is 5.94 meters, then if it is calculated by 6 meters, it is 6 × 4 + 30 = 54 tons. This is the standard rolling pressure.
It should be noted that before the new mold is rolled on the machine, the patch tape cannot be pasted on the back plate first; when the rolled part is 90% of the full knife, and it is not broken 10%, then the patch is made; the patch tape cannot exceed three layers If it is too thick, it will cause the knife to be inaccurate; when the different machines are made, the back pad should be different, and the same back pad cannot be used. If the back pad is too thick, it will cause a constant situation elsewhere.
6. How to connect the knife to the carton and how to fix it with the common knife? .
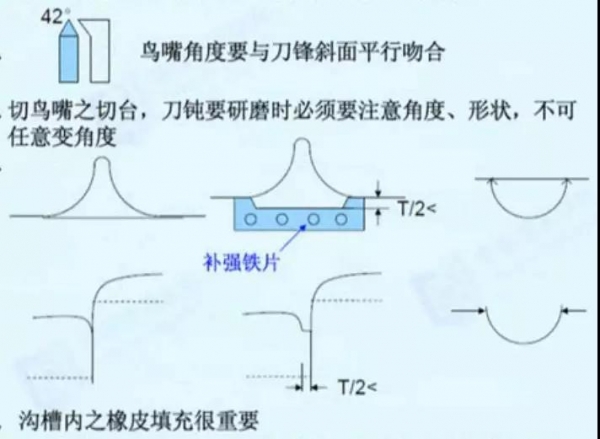
Fig. 4: Schematic diagram of the reinforcement of the joint position
Pay attention to a reinforcement where the knife is connected to the template. Because there is a seam at the joint, if there is no reinforcement, then the paper powder is easily caught in the seam, causing the size of the entire mold to shift. Therefore, in this position (Figure 4) there will be a reinforcing iron piece. In other words, we must pay attention to adding a reinforcing iron sheet or filling some hard rubber in the groove at all positions where the knife is connected.
7. At the joint of the rolling die, what method can be used to avoid paper powder and turning knife?

Figure 5: Tensile force in the corrugated direction
There is a pulling force in the direction of corrugation (see Figure 5). In this case, some paper dust and blades will be generated. So, there are three main reasons for the paper powder and the knife: â‘ the knife cuts off at the position of the flute peak; â‘¡ the knife is blunt; â‘¢ the pressure of the flat rolling mill is too large.
Solution: â‘ Install some protective iron pieces at the groove edge; â‘¡ Cork chip protector can protect the blade, and it will be used when making a new mold; â‘¢ Pay attention to the flute direction at the knife joint, to avoid burrs and paper dust; The wave cutter can be divided into 2mm, 3mm and 4mm according to the spacing.
8. Chip removal and chip removal method
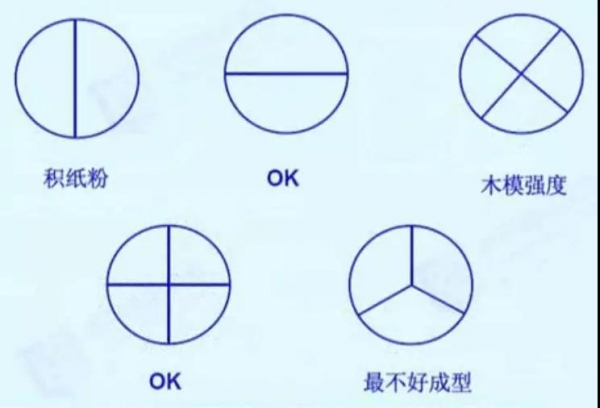
Figure 6: Five chip removal modes
In the case where the corrugated shape is vertical, drawing OK graphics (as shown in Figure 6) is a good tool for cutting and chip removal.
9. Double K line crush is better, use a sharper K to do
In the case where the cardboard is easily broken, we can use double K lines to press, that is, two dark lines are pressed out, so that the cardboard will have an arc when folded.
10. The situation where the crimp line is folded at 90 ° and 180 ° angles
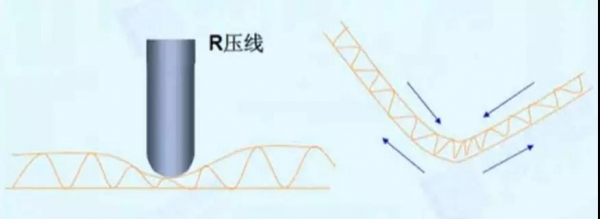

Figure 7: The different conditions of the creasing line folded at 90 ° and 180 ° angles
In the case of a pressure angle of 90 °, the arc of the entire cardboard will be elongated (see Figure 7). In the case of a 180 ° pressing angle, we need to add a sponge with a hardness of 45 ° to both sides of the pressing line, and use the sponge to flatten the cardboard. As you can see, the degree of rupture on the surface of the cardboard that is not flattened is different. When the curvature of the cardboard exceeds 90 ° and is close to 180 °, you need to use a high-hardness sponge to flatten the corrugation where possible.
11. Cork chips and sponge sticking method to prevent burrs

Figure 8: Methods to prevent burrs
To prevent burrs, the dual function of cork chips and sponge strips is mainly used. In general, use cork shavings on one side of the knife, and sponge on the other side, then use cork shavings in the middle of the knife, and use sponges on the side to adjust the pressure to avoid the occurrence of burrs.
12. Installation method of chip removing knife for flat rolling die
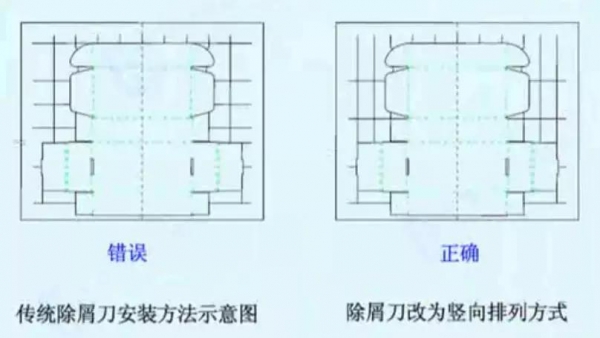
Figure 9: Schematic diagram of the installation method of the chip removal knife
When installing the chip removal knife, there is a problem with the method of arranging the knife. Our traditional mode is basically the installation of the horizontal chip removal knife, but this mode is because the direction of operation is vertical, and the paper scraps are not easy to fall during operation. Therefore, it is generally recommended that you change to the vertical arrangement mode to be correct.
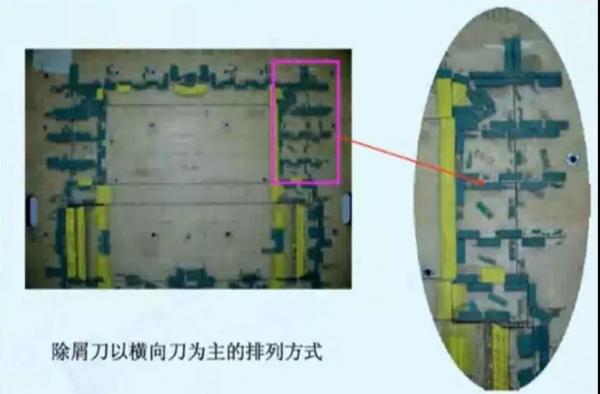

Fig. 10: Two arrangements of chip remover
As you can see (Figure 10), when we remove the horizontal knife of the mold part and modify it to be arranged vertically, only a few breakpoints will be added, and there will be no big cardboard falling phenomenon, avoiding the conveyor belt and the baler Paper jam problem.
Note: This article excerpts from the "Global Corrugated Industry" January 2018 issue, the original title is "Flat Press Die Cutting Process and Operation (Part 2)"!
Professional dual component cartridge gun from Concentric with 26:1 high thrust ratio, perfect for applying 2-part materials such as epoxy and injection foam, and compatible with 200 ml dual cartridges in 1:1 and 2:1 configurations. Engineered for smooth and precise material delivery, the caulk gun is easy to use and produces great results.

The dual cartridge gun comes ready to use with 200 ml 1:1 dual cartridge. Or you can easily convertible it with included hardware to use with 200 ml 2:1 dual cartridge. Made with heavy duty metal barrel, handle, rod and plate and treated with premium finish, the caulk gun has the durability to satisfy even the most demanding professionals. Includes hardware for converting cartridge capacity. Compatible with dual cartridge adhesives with 200 ml capacity.
High Ratio Sealant Gun,High Thrust Ratio Caulk Gun,Heavy Duty Cartridge Gun,Heavy Duty Glue Gun
jiangsu concentric internatinal ltd , https://www.jsconcentriccorps.com